Tiếp nối các bước kiểm tra hao mòn và hư hỏng máy nén được đề cập ở phần trước, nội dung bài sẽ tiếp tục cung cấp cho bạn những thông tin còn lại về quá trình kiểm tra.
Kiểm tra trục khuỷu
Sau một thời gian làm việc cố trục dễ bị sai lệch do sự mài mòn không đều nhau ở các cố lắp bên biên và cổ trục chính của trục khuỷu. Các cổ mài mòn không đều nhau chính là do sự thay đổi không giống nhau của áp suất theo góc quay của trục khuỷu. Đôi khi, tình trạng này cũng xảy ra do chất lượng kim loại màu của ổ đỡ hoặc vật liệu cổ trục không đảm bảo chất lượng và tình trạng bôi trơn kém hiệu quả. Các cổ trục chính thường sẽ chịu tải trọng nhiều hơn nên sẽ bị mài mòn nhiều hơn các ổ trục biên.
Độ mài mòn của các ổ trục có thể nhìn thấy rõ ở cả tiết diện ngang và chiều dài theo đường sinh của thiết bị. Cố trục sau khi bị mài mòn sẽ có dạng hình côn hoặc hình trống. Trong đó trường hợp hình trống ít gặp hơn. Trường hợp ổ trục bị mài thành hình côn, có thể xác định nguyên nhân cơ bản do lắp ráp nhóm piston không đúng (độ lệch chuyển động không cho phép), hoặc do việc sửa rà của bạc lót ổ đỡ, gia công trục thiếu chính xác.
Khi máy ma sát trong tình trạng không được bôi trơn, việc bôi trơn không đủ hiệu quả hoặc gặp các sự cố trong cấp dịch bôi trơn, các ma sát khô có thể tạo nên các vết xước, nứt, rạn và gãy trục.
Những hư hỏng này có thể dẫn đến hư hỏng, trục trặc tại trục. Võng trục xảy ra do đặt trục không đúng vị trí; lún trục do mài mòn không đều và kẹt piston từng bộ phận, thậm chí có thể gây ra gãy trục. Bên cạnh nguyên nhân đó thì việc gãy trục cũng có thể bị gây ra bởi vật liệu kém chất lượng, khuyết tật về cấu trúc, kết cấu thiết bị như thiếu tiết diện, bán kính nhỏ. Hoặc do đứt bulon trục khuỷu, đứt vỡ liên kết của đối trọng tạo nên va đập vào cacte làm kẹt và gãy trục.
Phát hiện hư hỏng trục khuỷu bằng cách kiểm tra bên ngoài và đo các cổ trục chính và cổ trục thanh truyên. Các lần đo được tiến hành ở ba tiết diện ngang theo chiều dài cổ trục.
Độ côn và độ ô van được xác định như sau:
- Đo đường kính ngỗng trục ở các vị trí cách hai đầu 10mm theo chiều song song và vuông góc với trục ống.
- Hiệu số kich thước xác định độ ô van của ngỗng trục.
Xác định độ mài mòn bằng việc so sánh số liệu đo được và giá trị mài mòn cho phép. Độ mài mòn lớn nhất của cổ trục chính và cổ trục thanh truyền trục khuỷu ở dạng elip và dạng côn xác định dựa trên công thức:
Độ mài mòn = 0.00078*d + k
Trong đó: d: đường kính cổ trục (mm)
k= 0.03 mm với trục cổ chính; =0.05 mm với trục cổ thanh truyền
Kiểm tra trục chính và ổ vặn
Trong vận hành, toàn bộ tải trục máy đều dồn vào các gối đỡ và tác dụng lên các ổ trục. Khi trục hoạt động, sự trượt tương đối giữa ngỗng trục và ổ trục sẽ tạo nên sự mài mòn giữa các thiết bị. Sự mài mòn này cũng dễ dẫn đến sự hao hụt dầu bôi trơn, làm phá hủy ma sát ướt và dẫn đến nhiều vấn đề hư hỏng tiếp sau đó.
Các ổ trục thông thường chỉ bị mài mòn ở phần dưới nhưng riêng ổ chặn sẽ bị mài mòn cả ở bên mặt do sức căng của dây đai.
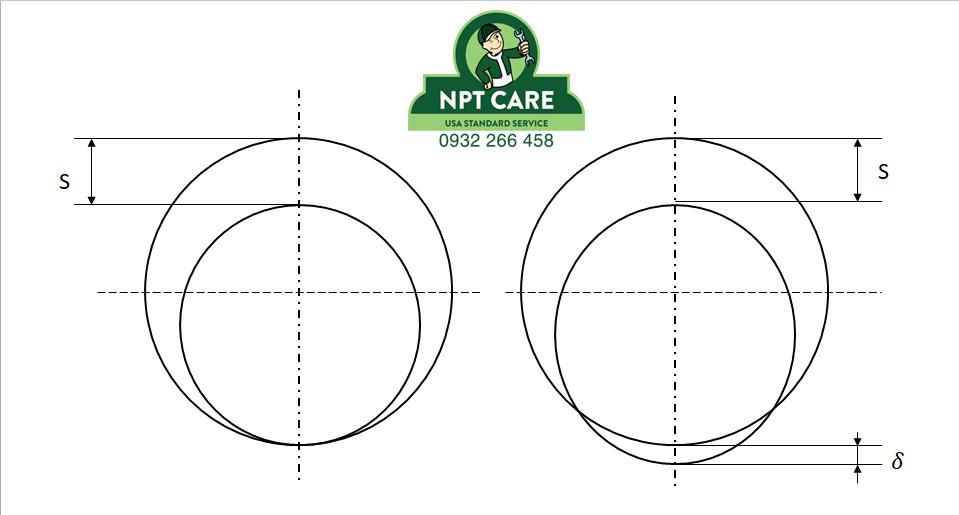
Theo sơ đồ ở trên, trước khi bị mài mòn, khe hở giữa trục là S (hình bên trái). Sau khi bị mài mòn (hình bên phải) thì khe hở này sẽ trở thành S + δ . δ khi này chính là độ mài mòn của ổ trục.
Giới hạn cho phép của độ côn hay ô van của ngỗng trục được xác định bằng tính toán hoặc dựa trên thông số được cung cấp qua catalogue.
Trên thực tế, cách để xác định khe hở giữa cổ trục và ngỗng trục sử dụng một thanh mẫu vào khe hở cần đo rồi xoay đến khi bề dày bằng với khe hở. Lấy thanh gỗ ra, xác định bề dày của nó ở vị trí này sẽ xác định được độ lớn của khe hở cần đo.
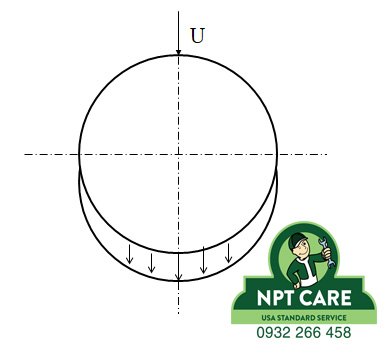
U = Ptd . cos (α+β)/ cosβ U = – Ptd . cos(α-β) / cos β
Tác dụng gây mài mòn không đều của ổ trục do lực pháp tuyến hoặc khi .
Có hai trường hợp khiến cho β=0:
- Piston ở điểm chết trên: β=0;
Do đó: U = Ptd đạt cực đại: Ptd = P nén
- Piston ở điểm chết dưới: β=0;
Do đó: U = – Ptd đạt cực tiểu: Ptd = P hút
Vì vậy, trong quá trình vận hành, khi nén áp suất tác dụng lên ổ trục lớn nhất. Sự phân bố lực khi đó như sau:
Trong đó: Ptd : lực tự do
P: Áp lực của môi chất
Ptd = P + I + Pms
I : lực quán tính
Trung tâm NPT Care
NPT Care chuyên cung cấp dịch vụ lắp đặt, sửa chữa, bảo trì, bảo dưỡng cho các thiết bị và hệ thống lạnh. Đây là một địa chỉ đáng tin cậy, giúp bạn giải quyết các vấn đề với thiết bị trong hệ thống lạnh một cách nhanh chóng, hiệu quả.
Bài viết có sử dụng tài liệu tham khảo : Vận hành, sửa chữa và lắp đặt máy lạnh công nghiệp- TS. Lê Văn Khẩn